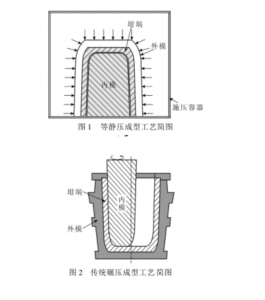
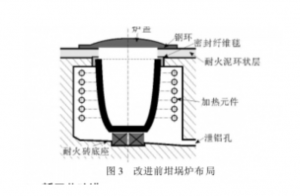
Գրաֆիտային հալոցքի արտադրությունը զգալիորեն զարգացել է իզոստատիկ սեղմման տեխնոլոգիայի ի հայտ գալու հետ մեկտեղ, ինչը այն դարձնում է աշխարհում ամենաառաջադեմ տեխնիկան: Ավանդական խփման մեթոդների համեմատ, իզոստատիկ սեղմումը հանգեցնում է հալոցքի միատարր կառուցվածքով, ավելի բարձր խտությամբ, էներգաարդյունավետությամբ և օքսիդացման նկատմամբ գերազանց դիմադրողականությամբ հալոցքի ստացման: Ձուլման ընթացքում բարձր ճնշման կիրառումը զգալիորեն բարելավում է հալոցի կառուցվածքը՝ նվազեցնելով ծակոտկենությունը և հետագայում բարձրացնելով ջերմահաղորդականությունը և կոռոզիոն դիմադրությունը, ինչպես պատկերված է նկար 1-ում: Իզոստատիկ միջավայրում հալոցի յուրաքանչյուր մասը ենթարկվում է միատարր ձուլման ճնշման, ապահովելով նյութի հետևողականությունը ամբողջ ընթացքում: Այս մեթոդը, ինչպես պատկերված է նկար 2-ում, գերազանցում է ավանդական խփման գործընթացին, ինչը հանգեցնում է հալոցի աշխատանքի էական բարելավմանը:
1. Խնդրի ձևակերպում
Մտահոգություն է առաջանում ալյումինե համաձուլվածքից պատրաստված մեկուսացման դիմադրության մետաղալարե հալոցային վառարանի համատեքստում՝ օգտագործելով խցանված գրաֆիտային հալոցներ, որոնց ծառայության ժամկետը մոտավորապես 45 օր է: Օգտագործելուց ընդամենը 20 օր հետո նկատվում է ջերմահաղորդականության նկատելի անկում, որը ուղեկցվում է հալոցի արտաքին մակերեսին միկրոճաքերով: Օգտագործման ուշ փուլերում նկատվում է ջերմահաղորդականության զգալի անկում, ինչը հալոցը դարձնում է գրեթե ոչ հաղորդիչ: Բացի այդ, առաջանում են բազմաթիվ մակերեսային ճաքեր, և օքսիդացման պատճառով հալոցի վերին մասում տեղի է ունենում գունաթափում:
Ինչպես ցույց է տրված նկար 3-ում, հալոցային վառարանը ստուգելիս օգտագործվում է դարսված հրակայուն աղյուսներից կազմված հիմք, որի դիմադրության մետաղալարի ամենացածր տաքացման տարրը գտնվում է հիմքից 100 մմ բարձրության վրա: Հալոցի վերին մասը կնքվում է ասբեստե մանրաթելային ծածկոցներով, որոնք տեղադրված են արտաքին եզրից մոտ 50 մմ հեռավորության վրա, ինչը բացահայտում է հալոցի վերին մասի ներքին եզրի զգալի մաշվածությունը:
2. Նոր տեխնոլոգիական բարելավումներ
Բարելավում 1. Իզոստատիկ սեղմված կավե գրաֆիտային հալվածքի կիրառում (ցածր ջերմաստիճանի օքսիդացմանը դիմացկուն փայլով)
Այս հալոցքի օգտագործումը զգալիորեն բարելավում է դրա կիրառումը ալյումինե համաձուլվածքային մեկուսիչ վառարաններում, մասնավորապես՝ օքսիդացման դիմադրության առումով: Գրաֆիտային հալոցքերը սովորաբար օքսիդանում են 400 ℃-ից բարձր ջերմաստիճաններում, մինչդեռ ալյումինե համաձուլվածքային վառարանների մեկուսացման ջերմաստիճանը տատանվում է 650-ից 700 ℃-ի սահմաններում: Ցածր ջերմաստիճանային օքսիդացմանը դիմացկուն փայլով հալոցքերը կարող են արդյունավետորեն դանդաղեցնել օքսիդացման գործընթացը 600 ℃-ից բարձր ջերմաստիճաններում՝ ապահովելով երկարատև գերազանց ջերմահաղորդականություն: Միաժամանակ, այն կանխում է օքսիդացման պատճառով ամրության նվազումը՝ երկարացնելով հալոցի ծառայության ժամկետը:
Բարելավում 2. Վառարանի հիմքում օգտագործվում է գրաֆիտ, որը պատրաստված է նույն նյութից, ինչ որ հալոցքը
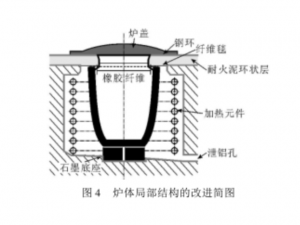
Ինչպես պատկերված է նկար 4-ում, նույն նյութից պատրաստված գրաֆիտային հիմքի օգտագործումը, ինչ որ հալոցքը, ապահովում է հալոցի հատակի միատարր տաքացումը տաքացման գործընթացում: Սա մեղմացնում է անհավասար տաքացման հետևանքով առաջացած ջերմաստիճանային գրադիենտները և նվազեցնում է հատակի անհավասար տաքացման հետևանքով ճաքերի առաջացման հակումը: Հատուկ գրաֆիտային հիմքը նաև երաշխավորում է հալոցի կայուն հենարանը՝ համապատասխանեցնելով այն հատակին և նվազագույնի հասցնելով լարվածությունից առաջացած կոտրվածքները:
Բարելավում 3. Վառարանի տեղական կառուցվածքային բարելավումներ (Նկար 4)
- Վառարանի ծածկույթի բարելավված ներքին եզր, որն արդյունավետորեն կանխում է հալքանոթի վերին մասի մաշվածությունը և զգալիորեն բարելավում վառարանի մեկուսացումը։
- Համոզվել, որ դիմադրության լարը գտնվում է հալոցքի հատակի մակարդակին, ինչը երաշխավորում է հատակի բավարար տաքացում։
- Վերին մանրաթելային ծածկոցների կնիքների ազդեցության նվազագույնի հասցնելը հալքանոթի տաքացման վրա, ապահովելով հալույթի վերին հատվածում բավարար տաքացում և նվազեցնելով ցածր ջերմաստիճանում օքսիդացման ազդեցությունը։
Բարելավում 4. Քսուքի օգտագործման գործընթացների մաքրում
Օգտագործելուց առաջ նախապես տաքացրեք հալոցը վառարանում 200 ℃-ից ցածր ջերմաստիճանում 1-2 ժամ՝ խոնավությունը վերացնելու համար: Նախապես տաքացնելուց հետո արագ բարձրացրեք ջերմաստիճանը մինչև 850-900 ℃՝ նվազագույնի հասցնելով կանգառի ժամանակը 300-600 ℃-ի սահմաններում՝ այս ջերմաստիճանային միջակայքում օքսիդացումը նվազեցնելու համար: Հետագայում իջեցրեք ջերմաստիճանը մինչև աշխատանքային ջերմաստիճան և ներմուծեք ալյումինե հեղուկ նյութ՝ բնականոն աշխատանքի համար:
Հաշվի առնելով մաքրող նյութերի քայքայիչ ազդեցությունը հալոցքային անոթների վրա, հետևեք ճիշտ օգտագործման կանոնակարգերին: Խարամի պարբերաբար հեռացումը կարևոր է և պետք է իրականացվի, երբ հալոցքը տաք է, քանի որ հակառակ դեպքում խարամի մաքրումը դժվար կլինի: Հալոցի ջերմահաղորդականության և հալոցի պատերի վրա ծերացման առկայության ուշադիր դիտարկումը կարևոր է օգտագործման ուշ փուլերում: Ժամանակին փոխարինումներ պետք է կատարվեն՝ ավելորդ էներգիայի կորստից և ալյումինի հեղուկի արտահոսքից խուսափելու համար:
3. Բարելավման արդյունքներ
Հատկանշական է բարելավված հալման կաթսայի երկարացված ծառայության ժամկետը, որը պահպանում է ջերմահաղորդականությունը երկար ժամանակահատվածում՝ առանց մակերեսային ճաքերի առաջացման։ Օգտագործողների կարծիքը ցույց է տալիս բարելավված կատարողականություն, որը ոչ միայն նվազեցնում է արտադրական ծախսերը, այլև զգալիորեն բարձրացնում է արտադրության արդյունավետությունը։
4. Եզրակացություն
- Իզոստատիկ սեղմված կավե գրաֆիտային հալոցքները իրենց արդյունավետությամբ գերազանցում են ավանդական հալոցքներին։
- Օպտիմալ աշխատանքի համար վառարանի կառուցվածքը պետք է համապատասխանի հալքանոթի չափսերին և կառուցվածքին։
- Թթվային կարասի ճիշտ օգտագործումը զգալիորեն երկարացնում է դրա կյանքի տևողությունը՝ արդյունավետորեն վերահսկելով արտադրական ծախսերը:
Հալման վառարանի տեխնոլոգիայի մանրակրկիտ հետազոտության և օպտիմալացման շնորհիվ, բարելավված արտադրողականությունը և կյանքի տևողությունը զգալիորեն նպաստում են արտադրության արդյունավետության բարձրացմանը և ծախսերի խնայողությանը։
Հրապարակման ժամանակը. Դեկտեմբերի 24-2023